




Китай CCUS производитель: технологии?
2026-01-23
Когда слышишь ?китайский производитель CCUS?, первое, что приходит в голову — огромные установки на ТЭЦ, улавливающие CO2. Но это лишь вершина айсберга, и часто не самая интересная. На деле, ключевые технологии часто рождаются в смежных областях, например, в водородной энергетике. Многие ищут готовые ?коробочные решения? для улавливания, а реальность — это всегда адаптация, часто болезненная, существующих промышленных процессов. Вот об этом, о технологиях с точки зрения практика, а не пресс-релиза, и поговорим.
Не только улавливание: где кроется реальный опыт
Основная моя мысль, которую постоянно приходится объяснять партнерам: Китай не стал лидером в CCUS (улавливание, использование и хранение углерода) с нуля. Этот опыт накоплен десятилетиями в других отраслях. Самый яркий пример — производство водорода. Чтобы получить чистый H2 из природного газа или газов газификации угля, нужно отделить кучу примесей, включая тот же CO2. И здесь китайские инженеры ?набили руку?.
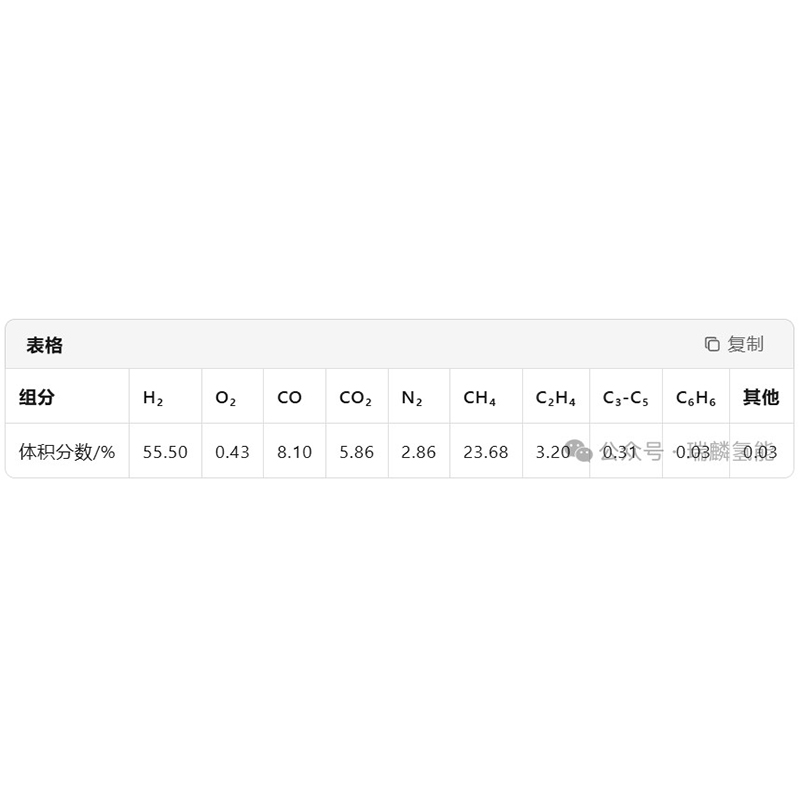
Возьмем, к примеру, технологии адсорбции при переменном давлении (PSA). Многие воспринимают их как нечто стандартное, мол, купил установку и работай. На практике, эффективность улавливания CO2 в потоке, где помимо него есть метан, азот, сера, — это отдельная наука. Подбор адсорбента — не по каталогу, а под конкретный состав газа, который на одном месторождении может меняться от скважины к скважине. У нас был проект, где из-за повышенного содержания тяжелых углеводородов стандартный цеолит ?садился? за месяц вместо расчетных полутора лет. Пришлось экстренно менять схему предварительной очистки, это была настоящая головная боль.
Именно поэтому компании, которые десятилетиями решали задачи очистки и разделения газов для водородной энергетики, оказались в авангарде CCUS. Их технологии — не теоретические разработки, а проверенные в полевых условиях, часто в очень жестких режимах. Одна из таких компаний — ООО Сычуань Яси Технологии (Yaxi Technology). Если заглянуть на их сайт (https://www.yaxikeji.ru), видно, что фокус — именно на PSA и TSA (температурной адсорбции) для производства водорода. Но если ты умеешь эффективно выделять водород из сложной газовой смеси, то и высококонцентрированный CO2 из дымовых газов для тебя — задача из той же оперы, хоть и со своими нюансами.
PSA и TSA: почему это основа, а не просто метод
В публикациях часто противопоставляют PSA, TSA и, скажем, мембранные технологии. На практике в крупных проектах CCUS они почти всегда работают в связке. PSA — это наш ?рабочий конь? для получения газа высокой чистоты. Но у него есть слабое место — энергозатраты на циклы регенерации адсорбента. Когда объемы газа огромны, счет за электроэнергию становится астрономическим.
Здесь на помощь приходит TSA — температурная адсорбция. Часто ее используют как предварительную ступень, чтобы ?снять? основную влагу и часть примесей, снизив нагрузку на более тонкую и дорогую PSA-установку. В Китае этот гибридный подход отточили на установках по газификации угля. Дымовой газ охлаждают, потом пропускают через TSA-блок для осушки, а уже затем ?дожимают? чистоту CO2 на PSA. Это не идеальная схема, есть потери, но она экономически оправдана для текущих цен на квоты.
Ключевой момент, о котором мало говорят: долговечность адсорбентов в реальных условиях. Теоретическая емкость — это одно. А когда в газе есть следы SOx или NOx, даже в малых концентрациях, которые не улавливаются скрубберами на 100%, они необратимо отравляют адсорбент. Мы в одном из пилотных проектов на цементном заводе столкнулись именно с этим — деградация адсорбента шла в 3 раза быстрее расчетной. Пришлось в срочном порядке дорабатывать систему предварительной очистки, что съело всю прибыль от проекта. Опыт, конечно, бесценный, но болезненный.
От водорода к CO2: как переносится опыт
Компания ООО Сычуань Яси Технологии позиционирует себя как лидер в области PSA/TSA для производства водорода. Это важный сигнал. Производство водорода — это высокие давления, агрессивные среды, требования к чистоте продукта в 99,999% и выше. Если ты делаешь надежную установку для таких условий, то для улавливания CO2, где требования к чистоте часто ниже (хотя и зависят от дальнейшего использования), у тебя есть огромный запас прочности.
Но прямой перенос невозможен. Основное отличие — объемы и давление. Водородные установки часто работают с меньшими объемными потоками, но при высоком давлении. Дымовые газы — это гигантские объемы при атмосферном или слегка повышенном давлении. Поэтому масштабирование — это не просто увеличение размеров колонн. Меняется гидродинамика, тепловые режимы. Китайские производители прошли этот путь, адаптируя свои установки для металлургии и химии, где объемы тоже значительные.
Еще один практический нюанс — использование. Водород — это конечный продукт. А куда девать уловленный CO2? Если для закачки в пласт для увеличения нефтеотдачи (EOR), нужна высокая чистота и давление. Если для производства химикатов (например, мочевины) — свои требования. Технология улавливания становится лишь первым звеном в цепочке, и ее параметры жестко привязаны к следующему звену. Часто проект буксует не из-за технологии улавливания, а из-за нерешенности вопроса ?а что с ним делать дальше??. И здесь опыт работы с полным циклом в водородной отрасли, где и производство, и очистка, и компремирование/сжижение — это единая система, очень помогает.
Проблемы, которые не видны в брошюрах
Любой, кто работал ?в поле?, знает, что теория и практика расходятся. Первая проблема — нестабильность состава сырьевого газа. На ТЭЦ, в зависимости от нагрузки и качества угля, состав дымовых газов ?плывет?. Датчики и система управления должны реагировать быстро, подстраивая циклы адсорбции. Не все установки на это способны. Второе — вопросы масштабирования пилотных проектов. Пилот на 1000 тонн CO2 в год — это одно. А полноценный завод на 1 млн тонн — это на порядки более сложные инженерные задачи, особенно с тепловыми потоками и управлением.
Третье, и очень важное, — интеграция в существующую инфраструктуру. Часто нет места для новых гигантских колонн. Приходится дробить установки, размещать их в стесненных условиях, что удорожает трубопроводы и обслуживание. Мы видели проекты, где экономика просто ?убивалась? затратами на строительство новых фундаментов и обвязку вокруг действующего производства.
И последнее — кадры. Обслуживание сложной PSA/TSA установки требует подготовленных специалистов. Недостаточно нажать кнопку. Нужно понимать физику процесса, чтобы интерпретировать данные с датчиков и вовремя заметить, что адсорбент начал терять эффективность или где-то появилась протечка. В Китае с этим проще, потому что за годы строительства водородных и других газоразделительных установок выросло целое поколение инженеров и техников с нужным опытом.
Что в сухом остатке? Технологии есть, но они контекстны
Итак, возвращаясь к исходному вопросу. Да, в Китае есть сильные производители технологий для CCUS, особенно в области адсорбционных методов. Их сила — не в революционных ноу-хау, а в глубочайшем практическом опыте, накопленном в смежных отраслях, прежде всего в водородной энергетике. Опыте, который включает в себя тысячи часов наладки, решение нештатных ситуаций и адаптацию под конкретные, часто далекие от идеала, условия заказчика.
Технологии PSA и TSA — это проверенный фундамент. Но они не являются волшебной палочкой. Успех проекта зависит от сотни деталей: точного анализа газа, правильно спроектированной предварительной очистки, учета возможных примесей, интеграции в действующее производство и, что критично, от четкого понимания дальнейшей судьбы уловленного углерода.
Поэтому, оценивая китайского производителя, смотрите не на красивые картинки установок, а на его портфолио в тяжелой промышленности — металлургия, химия, нефтепереработка, производство водорода. Компании вроде ООО Сычуань Яси Технологии, с их фокусом на промышленные PSA/TSA-решения, находятся как раз в эпицентре этого практического знания. Их технологии — это не лабораторные образцы, а ?закаленные в бою? системы, которые можно, что называется, ?пощупать?. И это, пожалуй, самый ценный актив в такой прикладной сфере, как CCUS.