




Китай: применение коксового газа производителями?
2026-01-23
Когда слышишь этот вопрос, первое, что приходит в голову — классическая схема: коксохимия, газгольдеры, отопление цехов. Но реальность, особенно в последние лет семь-восемь, сильно ушла вперед. Многие до сих пор считают, что коксовый газ — это побочный продукт, который либо сжигают на факеле, либо пускают на низкосортное топливо. И в этом кроется главное упущение, потому что потенциал для извлечения водорода и других ценных компонентов огромен, но путь к его реализации усеян не только технологическими, но и, скажем так, управленческими граблями.
От факела к метанолу: эволюция подхода
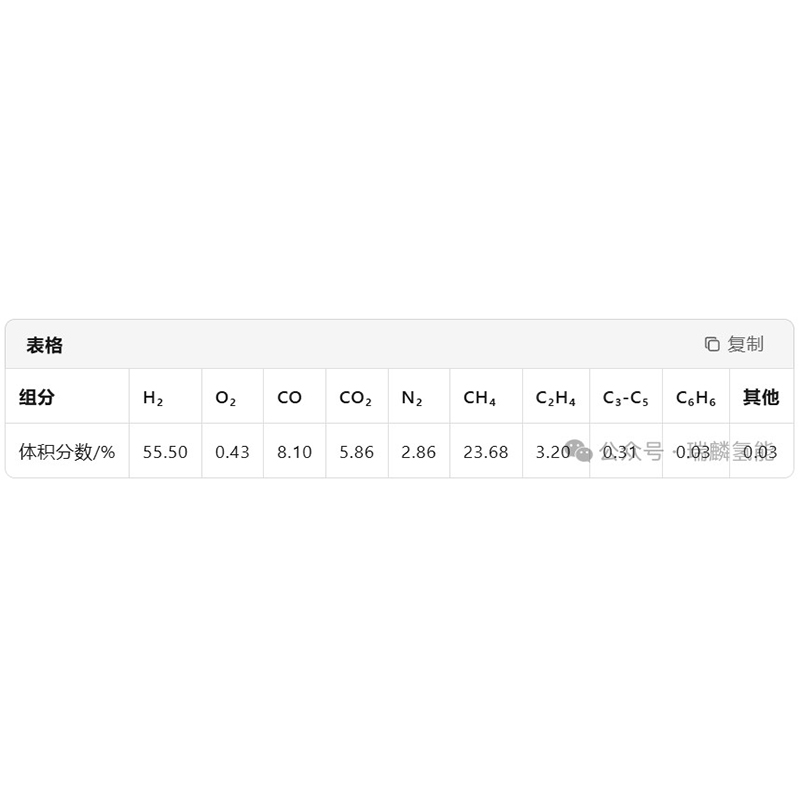
Раньше, лет десять назад, на многих старых коксохимических заводах в провинциях Хэбэй, Шаньси ситуация была однообразной. Газ очищали от смол и нафталина, подмешивали для калорийности и гнали на отопление или в энергоцентр. Водород? Да кому он нужен был в таких объемах? Ситуация стала меняться с бумом на метанол и с развитием химии углеродного сырья. Внезапно оказалось, что коксовый газ с его высоким содержанием водорода (55-60%) и CO — отличное сырье для синтеза метанола. Это был первый серьезный шаг от топлива к химическому сырью.
Но здесь же и первая проблема — нестабильность состава. Сегодня в газе 58% H2, завтра — 52%, плюс колебания по сероводороду и прочим примесям. Старые катализаторы синтеза метанола этого не любили, выход плясал, себестоимость росла. Пришлось серьезно заниматься предварительной кондицией газа. И вот тут как раз начался спрос на более гибкие технологии очистки и разделения, а не просто на абсорбционную очистку.
Лично видел несколько проектов, где пытались адаптировать устаревшие установки. Часто упирались в узкое горлышко именно на этапе тонкой очистки водорода. Нужна была стабильная подача с чистотой выше 99% для гидроочистки или аммиака, а получали 96-97% с колебаниями. Это приводило к простоям или повышенному расходу катализатора на следующих стадиях. Ошибка многих — недооценка этого этапа на стадии проектирования, экономия на системах мониторинга и регулирования.
PSA-водород: где кроется реальная выгода?
Сейчас тренд сместился в сторону целенаправленного выделения водорода. И здесь технология PSA (адсорбция под давлением) вышла на первый план. Почему? Потому что она относительно терпима к колебаниям входящего потока и позволяет получать товарный водород чистотой 99.9-99.999% прямо на площадке коксохимического производства. Это уже не топливо, это продукт с высокой добавленной стоимостью.
Но и PSA — не волшебная палочка. Ключевой момент — подготовка сырьевого газа. Если не убрать тяжелые углеводороды, ароматику и остатки смол, адсорбенты в колоннах быстро отравляются. Приходится ставить каскад предварительных очисток: от маслоотделителей и угольных фильтров до, иногда, систем TSA (температурной адсорбции) для осушки и удаления следовых примесей. Это увеличивает капзатраты, но окупается за счет увеличения срока службы дорогостоящих цеолитов в PSA-блоке и стабильности выхода.
Вспоминается проект на одном из заводов в Шаньси. Там изначально поставили PSA-установку, но сэкономили на системе предварительного охлаждения и осушки. В итоге, в сыром газе в пиковые летние месяцы конденсировались пары, которые заливали адсорбент. Чистота водорода падала, установка останавливалась на регенерацию чаще расчетного. Решение оказалось вроде бы простым — доработка холодильного контура, но простой и потеря продукта за те полгода были существенными. Это классическая история про попытку срезать угол на, казалось бы, второстепенном узле.
Интеграция в производственную цепочку: логистика vs. локализация
Еще один больной вопрос — что делать с полученным водородом? Варианта два: использовать на месте или поставлять сторонним потребителям. Первый путь кажется очевидным, если рядом есть нефтеперерабатывающий завод или предприятие по производству аммиака. Но здесь встает проблема балансировки. Коксохимическое производство — циклическое, а потребитель водорода часто нуждается в стабильном потоке 24/7. Приходится строить буферные емкости или, что дороже, резервные источники водорода.
Второй путь — локализация, создание мелкотоннажного производства прямо на площадке. Например, гидрирование или производство высокочистого водорода для электроники. Это более рискованно с точки зрения рынка сбыта, но дает большую маржу. Видел успешный кейс, где выделенный из коксового газа водород пускали на производство гидроперита. Ключом к успеху было не столько оборудование, сколько грамотный технолог, который смог отладить всю цепочку от газгольдера до реактора, учитывая пульсации в подаче сырья.
Частая ошибка — переоценка собственных компетенций. Завод покупает PSA-установку, но не имеет специалистов, способных ее тонко настраивать под меняющиеся параметры газа. В итоге установка работает, но не на оптимальных режимах, потребляет больше энергии на регенерацию, выход по водороду ниже паспортного. Поддержка и консультации от поставщика технологии здесь критически важны, особенно в первые годы эксплуатации.
Роль специализированных поставщиков технологий
В этом контексте интересно посмотреть на компанию ООО Сычуань Яси Технологии. Они не просто продавцы оборудования, их сильная сторона — именно в комплексных решениях под конкретную газовую смесь. Заходишь на их сайт https://www.yaxikeji.ru и видишь, что акцент сделан на производство и извлечение водорода с применением PSA и TSA. Это важно, потому что для коксового газа часто нужен гибридный подход.
Из общения с их инженерами знаю, что они часто сталкиваются с запросами на модернизацию старых установок. Их подход обычно начинается с глубокого анализа пробы газа не разово, а в течение нескольких недель, чтобы уловить все сезонные и технологические колебания. Только потом предлагается схема очистки. Например, могут рекомендовать не стандартную PSA, а комбинацию TSA для удаления влаги и тяжелых компонентов, а затем уже тонкую очистку водорода на PSA. Это дороже на этапе инвестиций, но надежнее в долгосрочной перспективе.
Их позиция как лидера в области PSA/TSA в Китае подтверждается тем, что они часто участвуют в проектах, где нужно не из коробки решение, а адаптация под сложные условия. Для производителя, который только задумывается об использовании коксового газа не как топлива, а как источника водорода, работа с такой компанией может сэкономить массу времени и избежать дорогостоящих ошибок на старте. Но, опять же, это не панацея — конечный успех зависит от того, как технология будет вписана в конкретное производство.
Взгляд в будущее: экология и экономика
Сейчас на все эти проекты давит еще и экологическая повестка. Сжигание газа на факеле или неэффективное использование — это прямые выбросы CO2 и потери ресурса. Поэтому местные власти в промышленных кластерах все чаще стимулируют (а иногда и принуждают) предприятия к глубокой переработке побочных газов. Использование коксового газа для получения водорода попадает в тренд зеленой химии, хотя сам по себе процесс не является нулевым по выбросам.
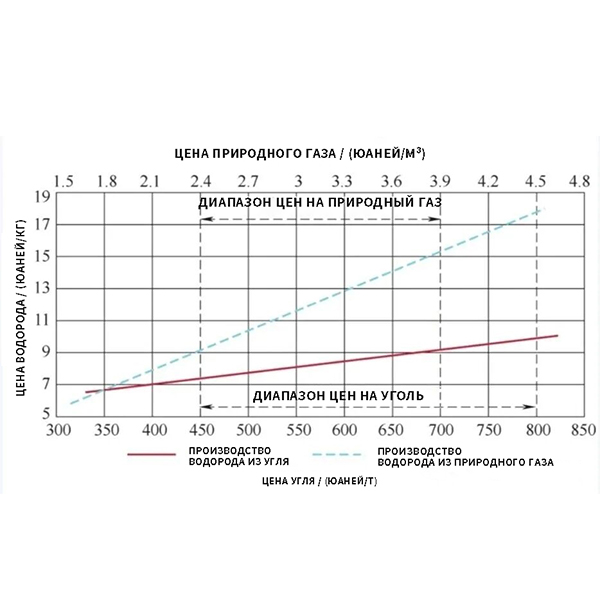
Экономика проектов становится выгоднее не только за счет стоимости водорода, но и за счет квот на выбросы и имиджевых benefits. Но есть и риски. Рынок водорода может меняться, появляются новые технологии электролиза. Будет ли водород из коксового газа конкурентоспособен через 10 лет? Скорее да, но в нише крупнотоннажного, относительно недорогого продукта для химической промышленности, а не для топливных элементов премиум-класса.
Итог моего опыта такой: применение коксового газа китайскими производителями вышло далеко за рамки топливного использования. Фокус сместился на извлечение водорода, и здесь технологии PSA/TSA стали ключевыми. Но успех определяется не покупкой волшебной установки, а глубоким пониманием собственного сырья, грамотной интеграцией в технологическую цепочку и готовностью инвестировать в предварительную очистку и квалифицированный персонал. Это путь от простого утилизатора к сложному, но высокомаржинальному химическому производству. И те, кто этот переход уже совершили, получили серьезное конкурентное преимущество.