




HS мокрая очистка: Китай технологии и обслуживание?
2026-02-06
- Что на самом деле скрывается за HS мокрой очисткой в китайских установках?
- Мифы и реальность обслуживания: можно ли положиться на поддержку?
- Тонкости интеграции: где обычно возникают проблемы на площадке?
- Кейс из практики: успех и неочевидные подводные камни
- Выводы: на что смотреть при выборе и дальнейшей работе?
Когда слышишь про HS мокрую очистку и Китай, сразу в голове всплывает стереотип: дешёвое оборудование, которое через полгода сыпется, а сервис — если вообще есть — только на бумаге. Работая с системами газоразделения, особенно с водородными блоками, где очистка — критический этап, я долго сам так думал. Пока не столкнулся с несколькими проектами, где китайские адсорбционные установки, в том числе и узлы мокрой очистки, показали себя не просто на уровне, а в чём-то даже с неожиданной стороны. Но тут важно не обобщать. Китайские технологии — это не монолит, а огромный спектр: от кустарных мастерских до компаний, которые реально задают тон, как, например, ООО Сычуань Яси Технологии. Их сайт (https://www.yaxikeji.ru) — хорошая отправная точка, чтобы понять, о каком сегменте рынка идёт речь. Вопрос в другом: как их решения по HS мокрой очистке ведут себя в реальной жизни, вне каталога, и что скрывается за словом обслуживание?
Что на самом деле скрывается за HS мокрой очисткой в китайских установках?
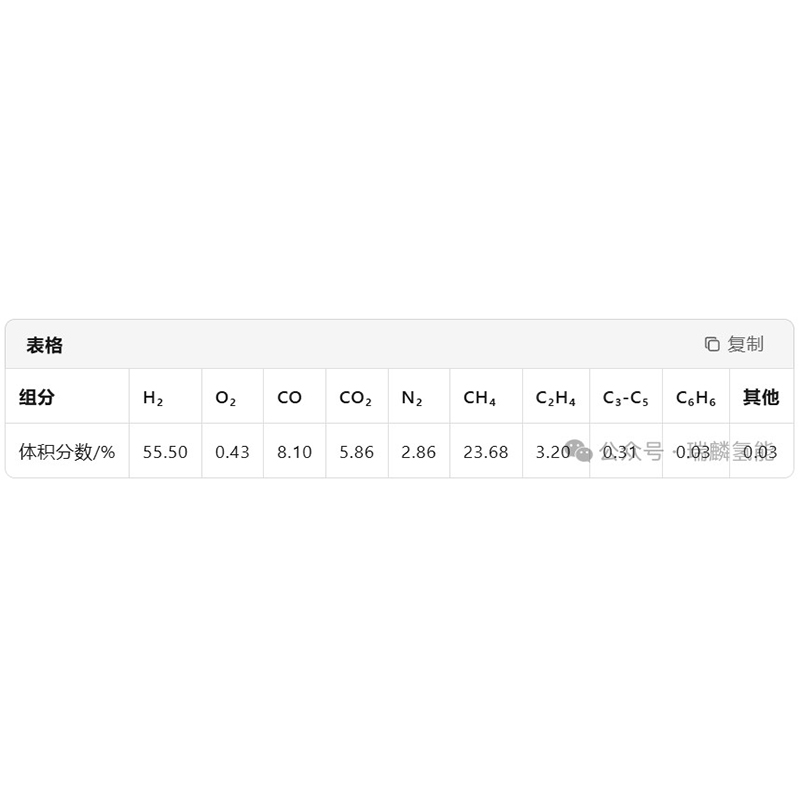
Если брать классическую схему для водородных линий, то HS-очистка — это обычно этап после конверсии или другого процесса, где нужно убрать сернистые соединения, CO2, иногда следы кислорода. Мокрая означает щелочную промывку, часто с использованием раствора определённой концентрации. В спецификациях китайских поставщиков всё выглядит безупречно: материалы, расходы, КПД. Но дьявол, как всегда, в деталях исполнения. Я видел установки, где ёмкости скрубберов были сварены идеально, а внутренние распределители потока — так себе, что вело к каналообразованию и падению эффективности уже через тысячу часов работы. А в других — наоборот, конструкция скруббера была продумана до мелочей, с учётом реальной вязкости раствора при низких температурах на площадке заказчика. Разброс огромный.
У ООО Сычуань Яси Технологии, судя по их реализованным объектам, подход системный. Они не просто продают коробку под названием скруббер, а рассматривают узел мокрой очистки как часть целого контура PSA-водородной установки. Это важно, потому что от работы этого узла напрямую зависит нагрузка на адсорберы и, следовательно, ресурс дорогостоящего цеолита. В их решениях часто встречается двухступенчатая промывка с промежуточным отсечением капельной влаги — не революция, но признак того, что инженеры думали о реальной эксплуатации, а не просто собрали типовой узел из каталога.
Один из ключевых моментов, на который я всегда смотрю, — это материал набивки в скруббере и система её орошения. Дешёвая седловая набивка из полипропилена может быстро засолиться карбонатами, если контроль pH ведётся спустя рукава. В проектах, где использовалось оборудование от лидеров вроде Яси, часто применяется более структурированная набивка, которая хоть и дороже, но легче промывается и меньше склонна к блокировке. Но опять же, это не правило для всего Китая, а особенность конкретных производителей, которые выросли из подрядчиков в полноценных инженерные компании.
Мифы и реальность обслуживания: можно ли положиться на поддержку?
Здесь кроется главный страх всех заказчиков. Купить — полдела, а что делать, когда через 8 месяцев работы падает степень очистки или начинает подтекать насос? История про то, что китайцы не отвечают на письма, устарела лет на пять. Сейчас конкуренция заставляет даже средние компании организовывать сервисные центры. Но их качество — лотерея.
Из моего опыта, компании уровня ООО Сычуань Яси Технологии имеют вполне отлаженную процедуру. У них есть русскоязычные инженеры, которые не просто переводят мануалы, а могут вникнуть в проблему. Помню случай на одной из нефтеперерабатывающих установок: после плановой остановки система мокрой очистки водородсодержащего газа не выходила на паспортную эффективность. Местные специалисты грешили на катализатор, но сервисный инженер от поставщика (это была как раз связанная с Яси структура) запросил логи изменения расхода щёлочи за последние три месяца. Оказалось, автоматика дозирования сбилась и работала на минимальном расходе, из-за чего в скруббере начала кристаллизоваться соль. Проблему решили удалённо, за день, просто скорректировав алгоритм работы клапана. Это пример того, что обслуживание — это не только приехать и починить, но и умение анализировать данные.
Однако есть и обратные примеры. Например, когда для замены расходомера на том же узле очистки приходилось ждать запчасть два месяца, потому что конкретная модель была снята с производства, а аналог не подходил по посадочным размерам. Это больная тема — унификация компонентов. Некоторые китайские производители, особенно те, что поменьше, любят использовать уникальные фитинги или датчики, что потом создаёт зависимость от них. Крупные игроки, к счастью, от этой практики уходят, стремясь к стандартам ANSI или DIN, что сильно облегчает жизнь.
Тонкости интеграции: где обычно возникают проблемы на площадке?
Самая частая проблема при вводе в эксплуатацию — несоответствие реального состава сырья тому, что был заявлен в ТЗ. Китайские инженеры, как и любые другие, рассчитывают концентрации щёлочи и высоту слоя набивки под определённые условия. Если газ на входе содержит, скажем, не 2% CO2, а все 3.5% из-за проблем на upstream-установке, то узел очистки не справится. Видел, как на одном заводе неделями не могли выйти на режим, пока не установили дополнительный холодильник перед скруббером для конденсации излишней влаги, которая захлёстывала систему. Поставщик оборудования в этом случае был не виноват, но его реакция показательна: они оперативно предоставили расчёты и рекомендации по модернизации, не списывая всё на неправильную эксплуатацию.
Ещё один момент — это материалы. В спецификациях часто пишут нержавеющая сталь. Но какая? Для контакта с горячим щелочным раствором подходит далеко не всякая марка. На одном из ранних наших проектов, не связанном с Яси, внутренние элементы скруббера из дешёвой SS304 начали активно корродировать в сварных швах через полгода. Пришлось переваривать на месте, используя более стойкий материал. Сейчас серьёзные производители, как правило, сразу предлагают варианты с SS316L или даже дуплексной сталью для критических узлов, но это отражается на цене. И здесь клиент должен понимать, за что платит.
Отдельно стоит упомянуть систему контроля. В базовых комплектациях она часто минимальна: pH-метр и расходомер. Для стабильной работы же нужен ещё и контроль концентрации карбонатов в циркулирующем растворе, иначе эффективность падает незаметно. Многие китайские поставщики сейчас предлагают это как опцию, и мой совет — не экономить. Добавление такого простого датчика может сэкономить тонны щёлочи и предотвратить внеплановые остановки.
Кейс из практики: успех и неочевидные подводные камни
Расскажу про один проект по модернизации водородной установки на заводе полимеров. Заказчик решил заменить старый узел мокрой очистки на новый, китайский, причём выбор пал на решение от компании, которая является партнёром ООО Сычуань Яси Технологии в области TSA-систем. Основной аргумент был — более компактная конструкция и обещание снизить расход химикатов на 15%.
Монтаж и пуск прошли нормально, система вышла на параметры. Но через 4 месяца эксплуатационный персонал начал жаловаться на возросшую частоту промывок ёмкости с отработанной щёлочью. Причина оказалась не в самом скруббере, а в том, что новая конструкция с более эффективной набивкой лучше улавливала мелкодисперсные частицы оксида железа, которые летели с предыдущей ступени (старый трубопровод). Эти частицы не растворялись и забивали дренажные линии. Проблему решили установкой простого магнитно-механического фильтра на входе газа. Поставщик в этом активно помогал, предоставил чертежи обвязки. Этот случай хорошо показывает, что даже удачное оборудование может выявить болевые точки всего технологического цикла, о которых раньше не задумывались.
С положительной стороны отмечу систему удалённого мониторинга, которая шла в комплекте. Она позволяла не только смотреть текущие параметры, но и анализировать тренды. Например, мы заметили, что температура раствора в нижней части скруббера постепенно растёт на 0.5 градуса в неделю. Оказалось, что это связано с сезонным повышением температуры оборотной воды в цехе. Вовремя скорректировали её расход, избежав потенциального перерасхода щёлочи из-за повышенного испарения. Такие мелочи и создают общее впечатление от технологии.
Выводы: на что смотреть при выборе и дальнейшей работе?
Итак, если резюмировать. Китайские технологии HS мокрой очистки — это давно не кот в мешке. Но это и не гарантированно идеальное решение. Всё упирается в конкретного производителя и, что не менее важно, в компетенцию заказчика в формулировании задач.
При выборе я бы советовал, во-первых, смотреть не на красивые картинки, а на список реализованных проектов, желательно в схожей отрасли. Сайт https://www.yaxikeji.ru, к примеру, даёт понять, что ООО Сычуань Яси Технологии фокусируется на водородных и других газоразделительных комплексах, а значит, их решения для очистки заточены под эти процессы. Во-вторых, обязательно требовать детальную спецификацию на материалы и согласовывать каждый датчик в АСУТП. В-третьих, заранее обсудить сценарии сервисной поддержки: наличие склада расходников в регионе, сроки реакции на аварийные заявки, возможность удалённой диагностики.
Что касается обслуживания, то здесь парадокс: чем лучше и продуманнее изначально спроектирована установка, тем меньше она требует аварийного вмешательства. Но это не значит, что можно забыть про неё. Регулярный контроль качества циркулирующего раствора, калибровка датчиков pH, проверка разбрызгивателей — это та рутина, которая определяет долгосрочную стабильность. И в этом плане хороший поставщик должен не только продать оборудование, но и обучить персонал этой рутине. У некоторых, повторюсь, это получается.
В конечном счёте, успех внедрения любой технологии, даже такой, казалось бы, классической, как мокрая очистка, зависит от диалога. От того, насколько честно заказчик описывает свои условия, и насколько гибко поставщик готов адаптировать своё типовое решение под эти условия. Опыт показывает, что китайские компании, которые выросли до глобального уровня, этот урок усвоили. И их оборудование, при грамотном подходе, работает без сюрпризов, что, собственно, и нужно от любой промышленной технологии.