




Китай: инновации в производстве доменного и коксового газа?
2026-01-27
Когда говорят об инновациях в китайской металлургии, часто всплывает тема утилизации доменного и коксового газа. Многие сразу представляют себе масштабные установки по очистке или сложные химические синтезы. Но на практике, ключевой сдвиг последних лет лежит не столько в создании чего-то принципиально нового, сколько в радикальном повышении эффективности и глубины извлечения ценных компонентов из этих, казалось бы, побочных потоков. Основная борьба идет за процент извлечения водорода и за чистоту СО. Вот где кроются и реальные успехи, и типичные ошибки.
От простого топлива к ценному сырью: смена парадигмы
Раньше доменный и коксовый газ рассматривались в первую очередь как топливо для собственных нужд комбината — подогрев коксовых батарей, отопление, подача в энергоцех. Этого требовала экономика. Но с ужесточением экологических норм и ростом стоимости углеродных квот, просто сжигать газ, содержащий 50-60% азота, стало расточительством. Давление на себестоимость заставило искать способы монетизировать эти потоки по-новому.
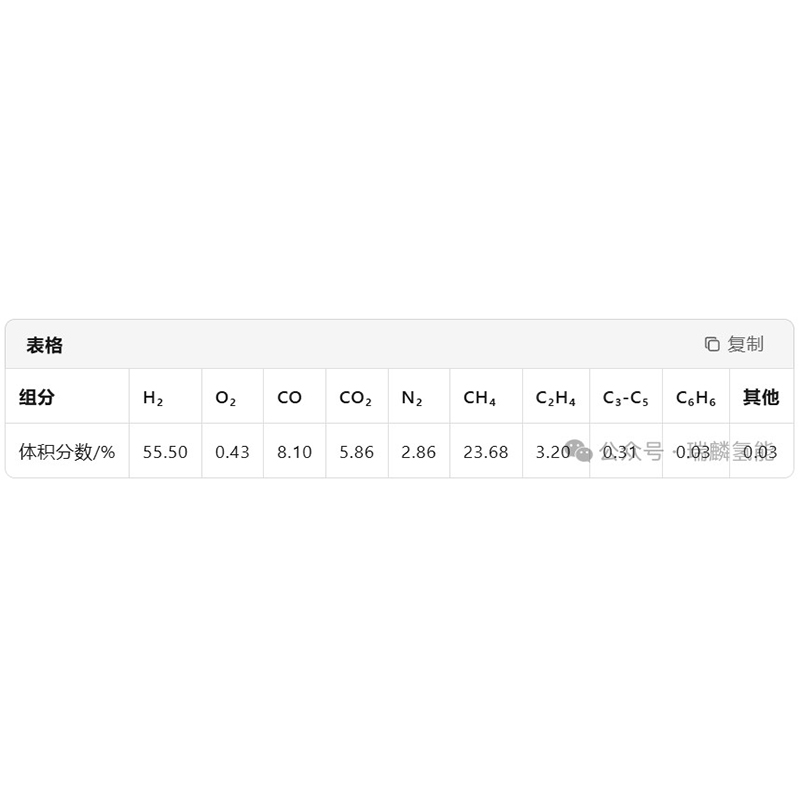
Здесь и началась основная работа. Водород в коксовом газе — это не просто компонент, это высоколиквидный продукт для химии, нефтепереработки, электроники. Но извлечь его чисто и экономично из сложной смеси (H2, CH4, CO, CO2, N2, примеси смол и серы) — задача нетривиальная. Многие проекты спотыкались именно на этом: технологии, хорошо работавшие на лабораторных установках, не выдерживали реальных колебаний состава, давления и наличия грязи.
Опыт показал, что успешное решение — это всегда каскад. Сначала глубокая и надежная очистка от пыли, смол и сероводорода. Потом — адсорбционные методы. И вот здесь китайские инженеры и производители оборудования сделали серьезный рывок, адаптировав и масштабировав технологии адсорбции при переменном давлении (PSA) именно под специфику металлургических газов.
PSA и TSA: сердце современного извлечения
Технология PSA для получения водорода из коксового газа — сейчас это практически стандарт для новых проектов. Но не всякая PSA одинакова. Ранние установки, часто на основе лицензионных проектов, страдали от низкого recovery rate (процента извлечения) водорода — иногда едва достигали 75-80%. Остальное уходило с отбросным газом, что сводило на нет экономику проекта.
Инновация заключалась в оптимизации циклов, конструкции адсорберов и, что критически важно, в подборе адсорбентов. Комбинация цеолитов и активированных углей, их послойная загрузка, рассчитанная именно на типичный для китайских коксохимических заводов состав газа — вот где кроется ноу-хау. Современные установки позволяют устойчиво получать чистоту водорода 99.9-99.999% при извлечении выше 90%. Это уже серьезная заявка.
Не менее важен и вопрос утилизации монооксида углерода (CO) из доменного газа. Здесь, помимо PSA, на передний план выходит адсорбция при переменной температуре (TSA) для глубокой осушки и очистки перед разделением. TSA-блоки, интегрированные в схему, позволяют защитить дорогостоящие адсорбенты в PSA-секции и обеспечить стабильность работы. Ключевой момент — энергоэффективность регенерации в TSA-цикле. Удачные проекты используют для этого низкопотенциальное тепло с других участков производства, что снижает операционные расходы.
Практические сложности и узкие места
В теории все гладко, но на пуске всегда вылезают нюансы. Один из главных — колебания давления и расхода газа. Доменная печь — не химический реактор с идеальными параметрами. Газгольдеры сглаживают колебания, но не полностью. PSA-установка должна быть спроектирована с запасом по гибкости. Видел случаи, когда слишком жесткая автоматика просто отключала установку при резком скачке, теряя продукт и создавая проблемы для газового баланса цеха.
Другая частая проблема — остаточные примеси после первичной очистки. Особенно коварны органические соединения серы и синильная кислота в следовых количествах. Они не улавливаются стандартными скрубберами, но являются ядом для тонких адсорбентов. Приходится ставить дополнительную ступень охранительной адсорбции, что усложняет и удорожает схему. Экономия на этой ступени — классическая ошибка, приводящая к быстрой дезактивации основной установки и огромным затратам на замену адсорбента.
И, конечно, интеграция. Установка извлечения — не остров. Ее отбросной газ (рафинат), богатый метаном и СО, нужно грамотно вернуть в топливную сеть или направить на дальнейшую переработку. Системы управления должны быть тесно увязаны с общезаводской АСУТП. Здесь часто возникают стыковочные проблемы между поставщиком газоразделительного комплекса и эксплуатантом.
Кейс и роль специализированных поставщиков
Вот для решения таких комплексных задач и важна роль компаний, которые специализируются именно на газоразделении, а не просто продают оборудование. Они могут предложить не просто аппарат, а технологическую цепочку. Например, китайская компания ООО Сычуань Яси Технологии (информацию о которой можно найти на https://www.yaxikeji.ru) позиционирует себя как лидер в области PSA и TSA технологий. Их профиль — производство и извлечение водорода. Что это значит на практике для металлурга?
Это значит, что такой поставщик, скорее всего, будет смотреть на задачу шире. Он предложит детальный анализ сырьевого газа с учетом всех нештатных режимов работы доменной печи или коксовой батареи. Их инженеры, вероятно, имеют опыт в настройке адсорбционных циклов под неидеальные условия. Для них критически важны именно конечные показатели: выход водорода, его чистота и стабильность работы установки в долгосрочном периоде, а не просто факт поставки.
Внедрение установки PSA для водорода на одном из коксохимических заводов в провинции Хэбэй (не буду называть имя) — хороший пример. Первоначальный проект от другого подрядчика не выходил на паспортные 88% извлечения из-за неучтенных колебаний состава. Перепроектирование схемы очистки и кастомизация программы управления циклами PSA (как раз с привлечением специалистов, глубоко погруженных в эту тему) позволили выйти на 92% с чистотой 99.99%. Разница в 4% извлечения окупила модернизацию менее чем за год за счет объема дополнительно полученного продукта.
Куда движутся инновации? Взгляд вперед
Сейчас тренд — это максимальная интеграция и каскадирование. Не просто извлечь водород, а затем утилизировать рафинат, а выстроить цепочку: коксовый газ -> очистка -> PSA на водород -> рафинат, обогащенный метаном и СО -> либо направление в сеть как высококалорийное топливо, либо дальнейшее разделение на СО для синтезов. Это повышает общую рентабельность проекта.
Еще одно направление — цифровизация и предиктивная аналитика. Датчики, отслеживающие малейшие изменения в профиле прорыва на выходе из адсорбера, ИИ-алгоритмы, подстраивающие длительность циклов в реальном времени для максимизации извлечения при изменяющемся составе сырья. Это уже не фантастика, а пилотные проекты на нескольких передовых площадках.
И, конечно, материалы. Работа ведется над адсорбентами с большей емкостью и селективностью, а также над мембранными технологиями, которые, возможно, в будущем составят конкуренцию PSA на этапе предварительного обогащения. Но мембраны пока боятся тех самых следовых примесей, поэтому их ниша — уже после очень глубокой очистки.
Так что, возвращаясь к заглавному вопросу. Да, инновации в производстве и, главное, в глубокой переработке доменного и коксового газа в Китае есть, и они весьма предметны. Это не прорывные открытия, а кропотливая инженерная работа по повышению эффективности, надежности и экономики существующих процессов. Успех определяется не магией, а глубоким пониманием реальных, а не учебных, условий работы на металлургическом предприятии и умением подобрать и адаптировать технологию под эти условия. Именно в этом и заключается современный инновационный подход.